Mittavälineiden kalibrointi – turhaako?

Tuotelaatuun vaikuttavat osat tai komponentit täytyy tarkistaa ja samalla varmistaa niiden oikeellisuus ja sopivuus tyypillisesti mm. mittaamalla osana valmistusprosessia. Tilastollinen prosessin ohjaus (SPC) perustuu täysin saatuihin mittaustuloksiin ja niiden virheellisyys tai epäluotettavuus ohjaa prosessia virheellisesti.
Mittavälineiden kalibroinnin tarkoituksena on hallita paremmin tuotteen tai siihen tulevien komponenttien tai osien laadun toteamiseen käytettävien välineiden ja laitteiden tuottaman mittaustuloksen luotettavuus. Voiko saatuihin mittaustuloksiin luottaa? Tähänhän liittyy osaltaan erityisesti mittausosaaminen.
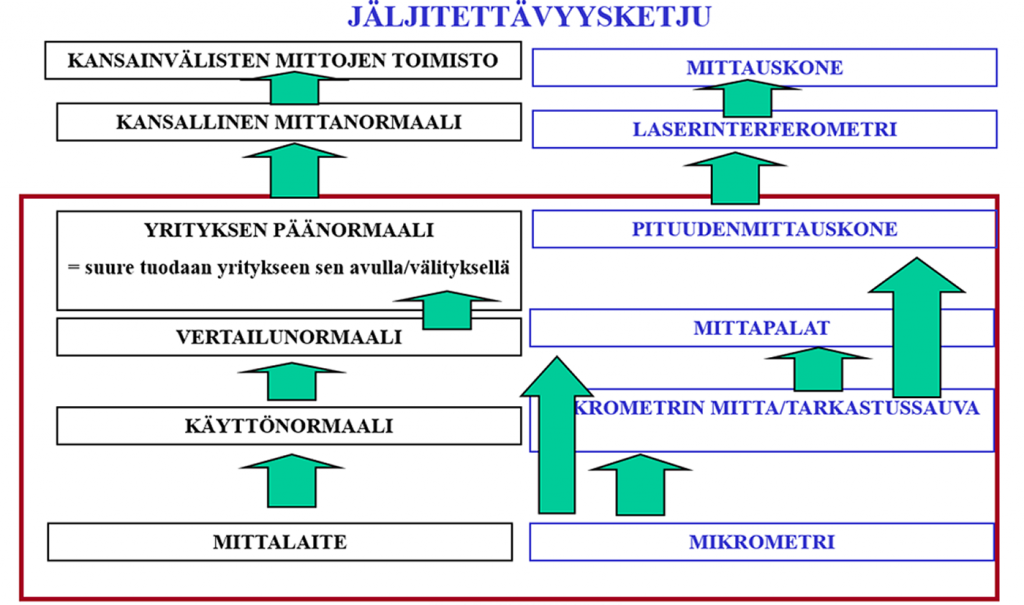
Mittavälineiden kalibroinnilla tarkoitetaan mittavälineen virheen määrittämistä. Virheen määrittäminen perustuu ehjän jäljitettävyysketjun muodostamiseen mittavälineellä mitattavan suureen (esim. pituus m) määritelmään. Alla esimerkki jäljitettävyysketjusta konepajaympäristöstä: pituus-suureen mittaus ja mittavälineenä mikrometri. VTT MIKES toimii kansallisena mittanormaalitahona Suomessa (VTT MIKES 2019). Punainen viiva kuvaa yrityksessä tehtävän toiminnan tyypillistä rajausta. Kalibrointilaite täytyy aina olla tarkempi kuin kalibroitava mittaväline tai -laite (lähtökohtaisesti 3-10 kertaa tarkempi).
Mittapalojen ja mittauskoneen/laitteen kalibrointi vaatii osaamista sekä erityislaitteet ja -olosuhteet mittausepävarmuuden kyllin pieneksi saamisen takia. Yksi säästökohde konepajoissa on mm. mittapalojen kalibrointivälien pidentäminen tai tekemättä jättäminen. Tässä otetaan tietoinen riski, koska mittapalat ovat tyypillisesti konepajan vertailu- tai ainakin päänormaali, jolla suure tuodaan yritykseen. Luotetaan siihen, että sen mahdollisesti aiheuttama virhe kyllä huomataan…
Asetusrenkaiden kalibrointitilanne on saman tyyppinen kuin edellä kuvattu. Kalibrointi on vaativa. Tämä näkyy mm. mittausosaamisena ISO/IEC 17025-akkreditoiduissa mittauslaboratorioissa kuten esim. JAMK Teknologiayksikön Kalibrointikeskuksessa.
Akkreditoinnissa FINAS-akkreditointipalvelut (FINAS 2019) kansallisena päteväksi todettuna tahona auditoi eli tarkistaa vuosittain Kalibrointikeskuksen toimintaa suhteessa ISO/IEC 17025-standardin vaatimuksiin. Akkreditointi myönnetään eri suureiden kalibroimiseen pätevyysalueittain, joille kullekin on laskettu laajennettu mittausepävarmuus (ks. esim. Kalibrointikeskus). Tästä selviää kalibrointitahon mittauskyky, joka kertoo paljon osaamisesta ja tulosten luotettavuudesta.
Akkreditoinnilla varmistetaan mm. kalibrointitulokseen vaikuttavien tekijöiden jatkuva hallinta ja saatujen tulosten eli asiakkaan laitteelle ilmoitettavat luotettavat kalibrointitulokset. Nämä hallitaan myöskin asiakkaan tiloissa tehtävissä kalibroinneissa esim. kivitasot ja pituusmittakoneet. Edelliset ovat merkittäviä eroja suhteessa akkreditoimattomiin kalibrointilaboratorioihin, joissa asiaa ei tällä tavoin valvota.
Kalibrointikeskuksessa osaamista seurataan monin eri tavoin esim. mittausepävarmuuden seuraamiseksi tehdään säännöllisesti sisäisiä RR-testejä kalibroijien kesken. Kalibrointikeskuksen sisäisenä auditoijana on jäänyt mieleen ainutlaatuinen tulos, kun lyhyen RR-testin tulos oli kokeneella kalibroijalla käytännössä tasolla 0 % (nolla) eli 100 % varmuus, ts. ilman epävarmuutta perinteisessä konepajamittauksessa, kylläkin laboratorio-olosuhteissa, mutta silti!! Selvisi välittömästi keneltä kysyä neuvoa mittausongelmissa. Tätä tietämystä hyödynnetään Kalibrointikeskuksessa jatkuvasti analysoitaessa tuloksia ja tutkittaessa asiakkaan laitteiden kuntoa jne.
Lisäksi laboratorion kyvykkyyttä seurataan eri laboratorioiden välisillä vertailumittauksilla, joiden onnistumista kuvataan En-luvulla. En-luku kuvaa laboratorion mittaustuloksen ja mittausepävarmuuden suhdetta oikeana pidettyyn vertailuarvoon. Tämä kertoo kuinka hyvin laboratorio on onnistunut määrittämään oman mittausepävarmuutensa eli osaamisesta siinäkin viime kädessä on kyse. Kalibrointikeskus on aina ollut En-luvun suhteen hyväksyttävissä rajoissa.
JAMKin Kalibrointikeskuksessa pystytään tekemään myös konepajateknisiä mittauksia jäljitettävästi kalibroiduilla mittavälineillä, laserskannausta ja mittausta Romer Absolute Arm 7525 si –nivelvarsimittalaitteella sekä myös ei-akkreditoituja kalibrointeja mahdollisuuksien mukaan.
Täysi kalibrointipalvelukokonaisuus on myös mahdollista eli Kalibrointikeskus hoitaa yrityksen sovittujen mittavälineiden kalibrointiin kutsut kalibrointeineen. Tällöin yrityksen ei tarvitse huolehtia kalibroinneista, vaan se voi keskittyä ydinliiketoimintaansa. Kalibrointikeskuksella on Suomen laajin kalibrointitarjonta, joten yhdestä paikasta saa kaiken pituussuureeseen ja sen johdannaisiin (esim. kulma, kierteet) liittyvät kalibrointipalvelut.
Ydinkysymys on kannattaako luotettavista kalibrointituloksista ja niiden analysoinneista maksaa? Takaisinmaksuaika voi olla hyvinkin lyhyt, mikäli mittavälineen/laitteen epätarkkuus osoittautuu virhelähteeksi. Puhumattakaan sen vaikutuksista yrityksen laatuimagolle.
– Harri Peuranen, yliopettaja, Jyväskylän ammattikorkeakoulu, Teknologiayksikkö, Teollisuustekniikka
– Juha Tuikkanen, laboratorioinsinööri, JAMK, Teknologiayksikkö, Kalibrointikeskus
Lue lisää Kalibrointikeskuksen palveluista
Lähteet
FINAS 2019. https://www.finas.fi/toimijat/Sivut/default.aspx#k=jamk Viitattu 23.11.2019.
JAMK Teknologia, Kalibrointikeskus 2019. https://www.jamk.fi/fi/Palvelut/Testaus-ja-analysointi/Kalibrointikeskus/ Viitattu 23.11.2019.
JAMK Teknologia, Kalibrointikeskus, akkreditoinnin pätevyysalueet 2019. https://www.finas.fi/Documents/K022_A17_2019.pdf Viitattu 23.11.2019.
VTT MIKES 2019. https://www.mikes.fi/kalibroinnit Viitattu 23.11.2019.